






There are several attractive features of regeneration over oil exchange. While it may sometimes be necessary, for safety reasons, to shut down the transformer when the equipment is connected and disconnected, the process can be performed while the transformers are energized. This can have a significant impact on total costs in some cases.In the degradation of cellulose, several mechanisms are involved. The most important factors influencing degradation are temperature, humidity and acidity. The latter promotes hydrolysis as well as oxidation.
There is no doubt that maintaining the oil in good condition contributes to extending the technical life of solid insulators.
This is the most important consideration in decisions about transformer maintenance measures.
The reclamation/regeneration process is both an economical and environmentally friendly alternative to replacing the oil contaminated by new one. It avoids consuming a significant amount of new oil and managing the waste of used oil.
From a technical point of view, repeated, even continuous, washing of the solid insulation is a great advantage. As the oil ages, large quantities of acids, sludge and other degradation products are absorbed by the paper. They can then be dissolved again by clean oil.
In the case of regeneration, this happens to a large extent already during the regeneration process, in which they are finally removed shortly after being dissolved from the cellulose. In the case of oil replacement without appropriate cleaning of the active part (e.g. by "vapor phase" treatment), these residual degradation products can lead to a substantial shortening of the service life of the new oil.
These two processes, oil degradation and solid insulation degradation, have many interactions. The degradation products of one can interfere with the degradation of the other.
According to the standard IEC 60422-Paragraph 11.3, reclamation/regeneration is "a process that removes, by chemical and adsorptive means, acidic and colloidal contaminants and deterioration products from oil, to obtain oil with many of the same characteristics as new oil.
Oil reclamation should not be confused with oil reconditioning (traditional oil treatment), which is "a process that removes, by physical means only, solid particles from the oil and decreases the water content to an acceptable level."
Several techniques can be used for reconditioning transformer oil. Often the process involves filtration and vacuum dehydration of the oil. Thus, in addition to the above objectives, there is a reduction in dissolved gas content. There may also be small but hardly significant effects on parameters such as acidity and dissipation factor. This treatment is often performed to restore the oil's breakdown voltage and to lower the water content.
There are several attractive features of regeneration over oil exchange. While it may sometimes be necessary, for safety reasons, to shut down the transformer when the equipment is connected and disconnected, the process can be performed while the transformers are energized. This can have a significant impact on total costs in some cases.
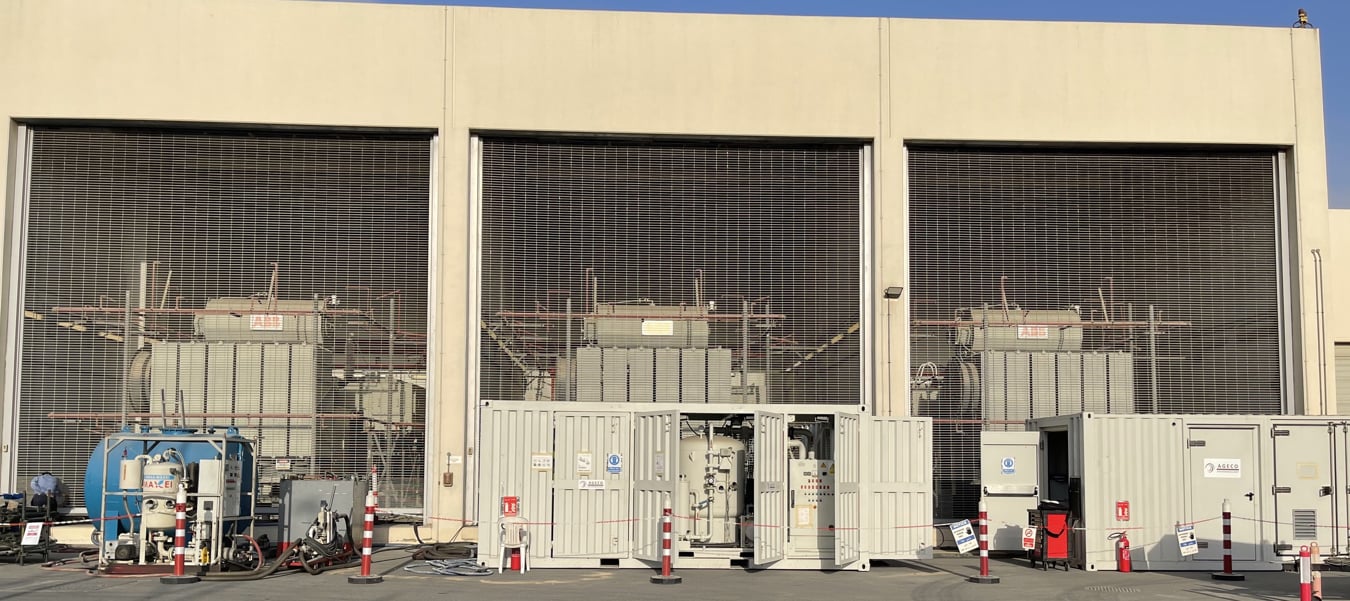
Our on-load regeneration technology cleans aged or corrosive transformer oil, restores its dielectric properties, and increases transformer availability.
Regeneration processes require special equipment, high skills and long experience of the personnel.










